Product Overview of Bin Activator
Efficient bulk material handling requires reliable equipment to ensure smooth discharge and prevent blockages. A Bin Activator is a critical device used in industries dealing with powders, granules, and bulk solids. It helps eliminate issues like bridging, rat-holing, or arching in storage silos, hoppers, and bins. By using controlled vibration, the bin activator ensures a consistent, controlled, and uninterrupted material flow to downstream processes.
How Bin Activator Works
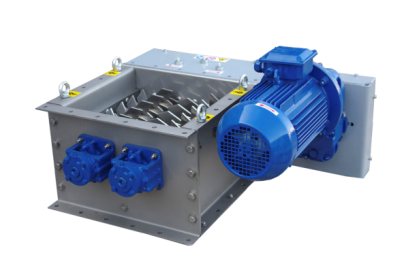
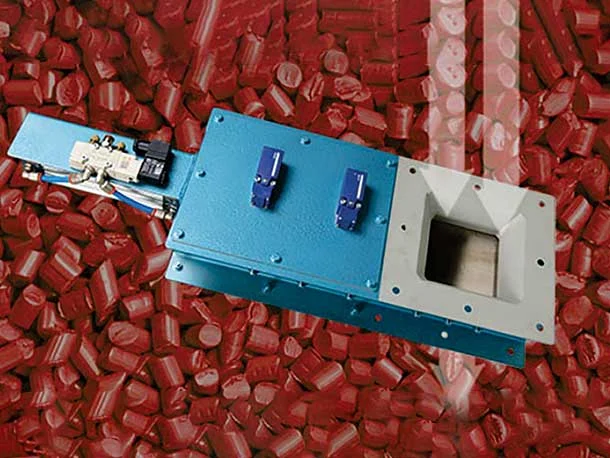
The bin activator is mounted at the bottom of storage bins or hoppers. With the help of vibratory motors, it induces vibrations that loosen compacted materials and encourage free-flowing discharge. Its unique design ensures even flow without segregation of particles, making it ideal for industries where precision and consistency are crucial.
Industrial Applications
Bin Activators are widely used in industries such as:
* Food & Beverage – For handling flour, sugar, and milk powder.
* Pharmaceuticals – For consistent handling of fine powders.
* Chemicals – For managing plastic pellets, resins, and additives.
* Cement & Construction – For handling cement, lime, and gypsum.
* Mining & Minerals – For free flow of ores, powders, and minerals.
Advantages of Using a Bin Activator
* Prevents costly downtime caused by material blockage.
* Ensures steady and uniform material discharge.
* Reduces manual intervention and increases automation.
* Improves overall plant efficiency and productivity.
* This system handles a wide range of powders and granular products.
About Saksham Industrial Engineers – Delhi
Established in 2011, Saksham Industrial Engineers has earned a reputation for delivering innovative powder handling solutions across multiple industries. With strong technical expertise, global partnerships, and professional consultancy services, the company ensures efficient, reliable, and customized solutions for clients. As one of the leading manufacturers and suppliers of Bin Activator in Delhi, Saksham Industrial Engineers provides robust equipment designed for durability, precision, and performance to meet the demanding requirements of modern industries.

Bin Activator
Designed to ensure seamless performance and maximum productivity.
Available in Delhi
₹55,000.00
Inclusive of all taxes
Available in Different Designs
- Heavy-duty vibratory motor for consistent performance.
- Robust construction with stainless steel or mild steel options.
- Specially designed sealing system to prevent leakage.
- Suitable for free-flowing and cohesive materials.
- Customizable sizes and capacities.
Contact Product Information:
Call us for detailed product information, customization options, and bulk pricing.
Product Description
Technical Specifications
| Material of Construction | Stainless Steel / Mild Steel |
| Capacity | 50 liters – 50,000 liters bins/silos |
| Motor Type | Vibratory Motor (0.25 HP to 5 HP) |
| Discharge Diameter | 200 mm to 2000 mm |
| Surface Finish | Polished / Painted / Coated |
| Power Requirement | 220V / 380V / 440V AC |
| Temperature Range | Up to 250°C (customizable) |
| Mounting | Flange or customized connections |
Product Benefits
-
revents arching, bridging, and rat-holing.
-
Ensures smooth discharge of powders and bulk solids.
-
Reduces downtime and maintenance costs.
-
Enhances plant automation and efficiency.
-
Improves safety by reducing manual handling.
-
Compatible with a wide variety of industries.
-
Energy-efficient design with low power consumption.
-
Provides uniform flow without material segregation.
-
Easy installation and integration with existing systems.
-
Long operational life with minimal maintenance.
Quality Assurance
Every product undergoes rigorous quality checks and comes with comprehensive warranty coverage.
Frequently Asked Questions
It ensures smooth discharge of bulk solids by preventing blockages in bins and hoppers.
Yes, they are designed to handle both free-flowing and cohesive materials.
Yes, stainless steel models are available for food and pharmaceutical industries.
Sizes range from small 200 mm units to large 2000 mm discharge units.
It is mounted at the bottom of a bin or silo using flanges and connected with vibratory motors.
The company was established in 2011.
It is located in Delhi, India.
Yes, they provide technical support and service assistance.
They serve food, pharma, cement, chemicals, mining, and more.
Yes, customized solutions are provided based on client needs.
A bin activator uses controlled vibrations with a specific design to ensure flow, unlike simple vibrators that may not handle complex flow issues.
No, they are energy-efficient with low power consumption.
Yes, they automate material discharge, reducing manual intervention.
Prices start at around ₹55,000 and vary depending on size and design.
Regular motor checks, cleaning, and seal inspections ensure long life.