Product Overview: Diverter Valve
A Diverter Valve is a crucial component in powder and bulk material handling systems, designed to direct the flow of materials from one inlet to multiple outlets or vice versa. These valves are used in pneumatic conveying lines and mechanical conveying systems to ensure smooth, controlled, and efficient material transfer. They are built for precision, durability, and reliability, making them an essential part of modern industrial setups across sectors such as pharmaceuticals, food processing, cement, plastics, and chemicals.
Functionality and Design
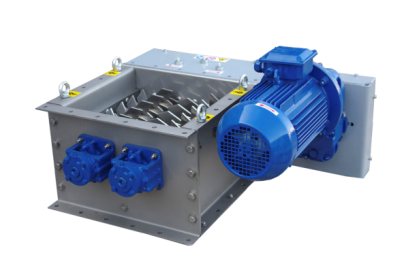
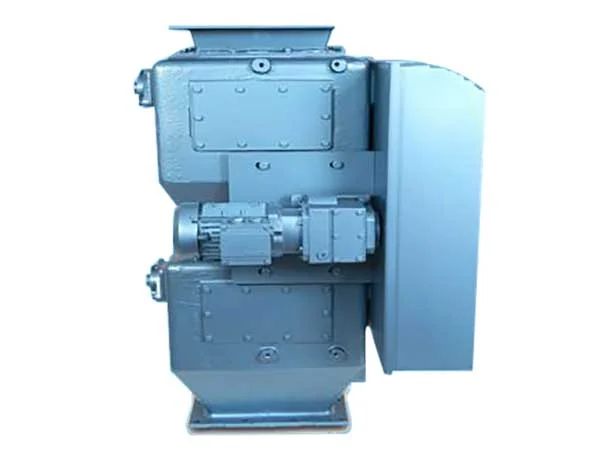
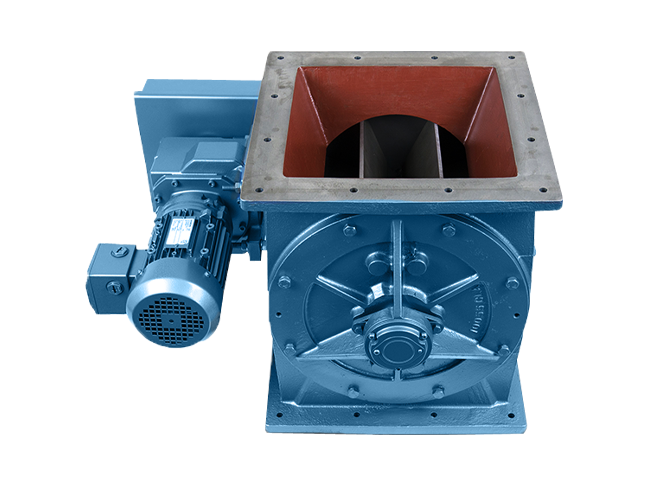
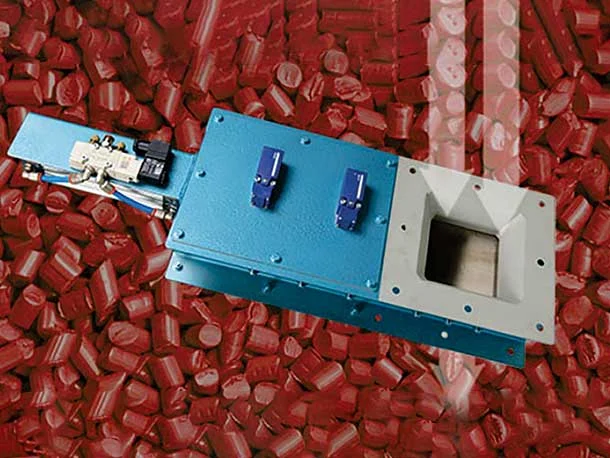
The Diverter Valve operates by changing the flow path of powder, granules, or pellets using a mechanically or pneumatically operated gate or rotor. The design ensures minimal material leakage and product contamination while maintaining high throughput. Typically constructed using stainless steel or mild steel, these valves are available in various types—such as plug type, flap type, or rotary type—depending on the system requirements. They are engineered to withstand high pressure, abrasive materials, and extreme industrial conditions.
Applications Across Industries
Diverter valves are widely used wherever bulk materials need to be directed between different destinations. In the pharmaceutical industry, they ensure hygienic and contamination-free flow paths. In the food and beverage industry, they help maintain product purity while handling powders like flour, sugar, and spices. The cement and plastic industries rely on diverter valves for continuous conveying of abrasive materials, ensuring operational reliability and minimal downtime.
Advantages of Using Diverter Valves
By integrating a diverter valve into your conveying system, you can significantly enhance process flexibility and reduce system downtime. These valves are designed to facilitate easy maintenance, quick changeovers, and efficient cleaning. Their precise sealing and smooth operation reduce air or material leakage, resulting in higher energy efficiency and lower operational costs. Furthermore, their modular design allows for easy integration into existing systems, making them suitable for both new installations and retrofits.
About Saksham Industrial Engineers – Delhi
Established in 2011, Saksham Industrial Engineers has been a trusted name in providing innovative powder handling and process automation solutions. As a manufacturer and supplier of Diverter Valves in Delhi, the company offers customized and globally compliant equipment to meet the diverse needs of industries. With a commitment to engineering excellence and customer satisfaction, Saksham Industrial Engineers combines advanced design with international partnerships to deliver reliable, efficient, and cost-effective material handling systems. Their Diverter Valves are designed to optimize performance, ensuring seamless operation in various industrial applications.

Diverter Valve
Designed to ensure seamless performance and maximum productivity.
Available in Delhi
₹18,000.00
Inclusive of all taxes
Available in Different Designs
- Heavy-duty and precision-engineered construction.
- Available in manual, pneumatic, and motorized options.
- Leak-proof sealing design to prevent material loss.
- Corrosion-resistant stainless-steel body.
- Compatible with various conveying systems and materials.
Contact Product Information:
Call us for detailed product information, customization options, and bulk pricing.
Product Description
Technical Specifications
| Type | Plug, Flap, or Rotary Diverter Valve |
| Material | SS304 / SS316 / MS |
| Operation | Manual / Pneumatic / Electric |
| Size Range | 50 mm to 300 mm |
| Working Pressure | Up to 10 bar |
| Temperature Range | Up to 200°C |
| Connection Type | Flanged / Quick Clamp |
| Finish | Mirror / Matt / Powder Coated |
| Flow Medium | Powder, Granules, Pellets |
| Mounting | Horizontal or Vertical |
Product Benefits
-
Ensures smooth diversion of bulk materials.
-
Reduces downtime and maintenance costs.
-
Provides efficient flow control and accuracy.
-
Suitable for a wide range of industrial applications.
-
Improves system reliability and performance.
-
Simple to install and operate.
-
Available in various configurations for flexibility.
-
Long service life and high durability.
-
Hygienic design for contamination-free operation.
-
Customizable as per industry standards and requirements.
Quality Assurance
Every product undergoes rigorous quality checks and comes with comprehensive warranty coverage.
Frequently Asked Questions
It is used to divert the flow of powder or granules from one conveying line to multiple outlets or vice versa.
Yes, specially designed models with wear-resistant materials can handle abrasive materials like cement or sand.
Typically stainless steel (SS304/316) or mild steel, depending on application needs.
Yes, the design allows for quick disassembly and cleaning, suitable for hygienic industries.
Absolutely, diverter valves can be pneumatically or electrically actuated for automation.
The company was established in 2011.
The company is based in Delhi, India.
Industries such as pharmaceuticals, food, cement, chemicals, and plastics.
Yes, they offer complete technical and after-sales support.
Yes, they specialize in tailor-made solutions as per client requirements.
Selection depends on flow rate, material type, pressure, and system design.
With proper maintenance, it can last for many years even in tough conditions.
Yes, models made of SS316 are suitable for food and pharmaceutical industries.
Some mechanical models may require periodic lubrication for optimal performance.
The price starts at approximately ₹18,000, depending on size and configuration.