Product Overview of the Vacuum Conveying System
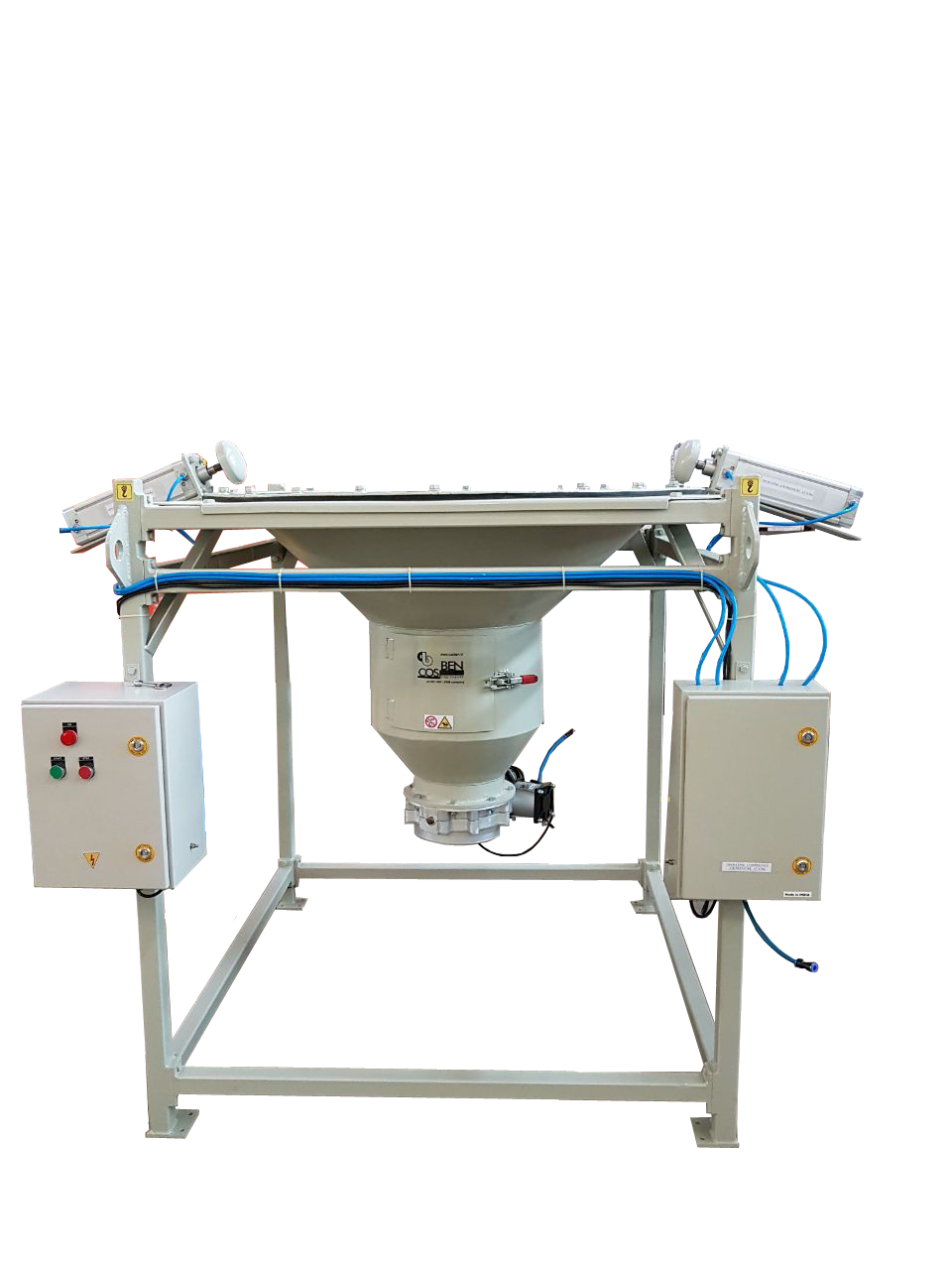
A Vacuum Conveying System is an advanced material handling solution designed to transfer powders, granules, and bulk solids safely and efficiently. Utilizing vacuum pressure, this system transports materials through a fully enclosed pipeline, thereby minimizing dust, contamination, and spillage. It is widely used across various industries, including pharmaceuticals, food processing, chemicals, plastics, and others, due to its ability to ensure clean, reliable, and safe product transfer.
How Vacuum Conveying Works
The system operates by generating a vacuum pressure inside a pipeline, which pulls material from the feed point to the destination point. Depending on the type of material and application, different vacuum conveying technologies—such as dilute phase, dense phase, or continuous conveying—are used. Its hygienic design, ease of cleaning, and adaptability make it an ideal choice for industries with stringent quality requirements.
Applications in Different Industries
* Pharmaceutical Industry – Safe handling of APIs and excipients without contamination.
* Food Industry – Efficient transfer of sugar, flour, spices, and additives.
* Chemical Industry – Dust-free conveying of powders and fine chemicals.
* Plastic Industry – Movement of plastic pellets and resins.
* Metal & Mining – Conveying fine powders and dust-prone materials.
Advantages Over Traditional Conveying
Compared to mechanical conveying, vacuum conveying systems offer cleaner handling, lower energy consumption, and minimal maintenance requirements. Since the system is fully enclosed, it prevents product loss and exposure to hazardous materials, enhancing workplace safety.
About Saksham Industrial Engineers – Manufacturer and Supplier in Jaipur
Established in 2011, Saksham Industrial Engineers has emerged as a reliable supplier and technical consultant providing innovative powder handling solutions. With strong global partnerships and expert service support, the company ensures world-class solutions for industries with diverse material handling requirements. As one of the leading manufacturers and suppliers of Vacuum Conveying Systems in Jaipur, Saksham Industrial Engineers delivers advanced, customized systems that meet the highest standards of efficiency, safety, and reliability, supporting industries in achieving smooth and contamination-free production processes.

Vacuum Conveying System
Designed to ensure seamless performance and maximum productivity.
Available in Jaipur
₹250,000.00
Inclusive of all taxes
Available in Different Designs
- Fully enclosed, dust-free design.
- Suitable for powders, granules, and bulk solids.
- Easy to install and operate.
- Energy-efficient and low maintenance.
- Customizable for industry-specific applications.
Contact Product Information:
Call us for detailed product information, customization options, and bulk pricing.
Product Description
Technical Specifications
| Conveying Capacity | 100 kg/hr to 5,000 kg/hr |
| Conveying Distance | Up to 50 meters |
| Material Compatibility | Powders, granules, pellets |
| Construction Material | Stainless Steel 304 / 316 |
| Vacuum Source | Compressed air-driven or electric vacuum pumps |
| Filter Type | HEPA / PTFE filters for fine dust separation |
| Control System | PLC-based automation |
| Hygiene Compliance | GMP, FDA standards for food & pharma |
| Noise Level | <75 dB |
| Power Requirement | 2 kW – 15 kW (depending on model) |
Product Benefits
-
Prevents product contamination.
-
Ensures operator safety by reducing dust exposure.
-
Reduces material spillage and wastage.
-
Compact design saves space in production facilities.
-
Low operating and maintenance costs.
-
Complies with strict hygiene and safety regulations.
-
Improves productivity with automated transfer.
-
Flexible integration with existing systems.
-
Handles a wide range of materials effectively.
-
Enhances overall process efficiency and cleanliness.
Quality Assurance
Every product undergoes rigorous quality checks and comes with comprehensive warranty coverage.
Frequently Asked Questions
It can handle powders, granules, and bulk solids like flour, sugar, chemicals, plastics, and pharmaceuticals.
Depending on the design, it can convey materials up to 50 meters.
Yes, it is designed to meet GMP and FDA standards, ensuring contamination-free handling.
Yes, it can be designed based on capacity, material type, and industry-specific requirements.
The system requires minimal maintenance, mostly limited to filter cleaning and periodic checks.
The company was established in 2011.
They serve pharmaceuticals, food, chemicals, plastics, and other powder handling sectors.
The company is based in Jaipur, India.
Yes, they offer technical consultation, installation, and maintenance support.
Yes, they work with global partners to provide advanced powder handling solutions.
The starting price is around ₹2,50,000/- and varies with capacity and specifications.
Vacuum conveying uses suction pressure, while pneumatic conveying uses positive pressure. Vacuum systems are safer for fragile and sensitive materials.
Yes, it consumes less energy compared to mechanical conveyors.
Yes, it can be seamlessly integrated with mixers, packaging machines, and reactors.
Installation usually takes a few days depending on system size and site requirements.